
Quality Cleanroom Color Steel Sandwich Panels for Your Building Needs
By:Admin
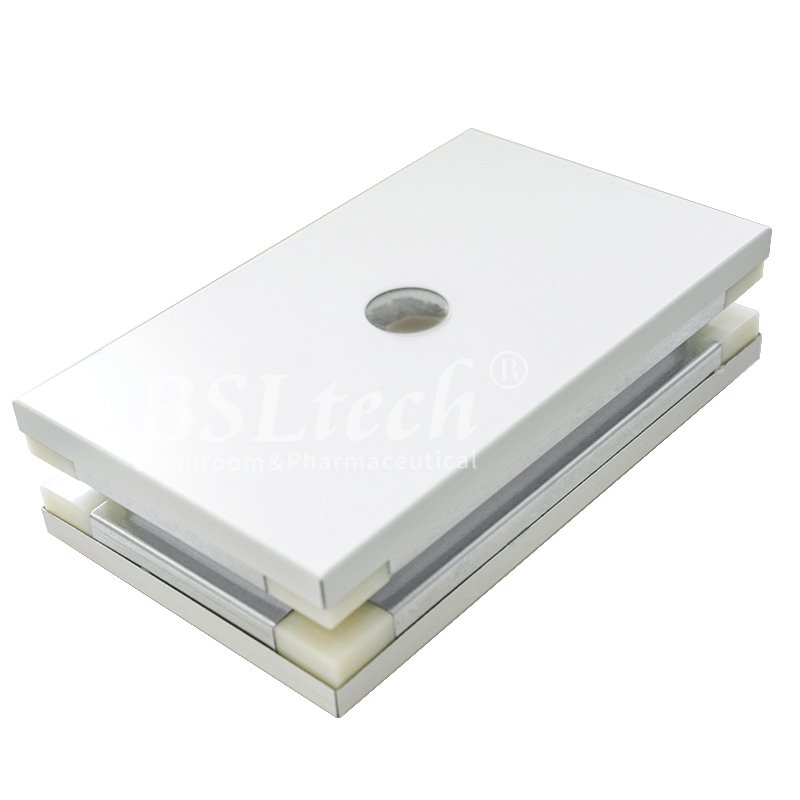
The Cleanroom Color Steel Sandwich Panel is a revolutionary building material that offers exceptional thermal insulation, sound absorption, and fire resistance. It is specifically designed to meet the stringent requirements of cleanroom environments, such as pharmaceutical manufacturing facilities, electronics assembly plants, and food processing units. The panel is made of high-quality steel sheets and insulation materials, which are bonded together using advanced technology to create a seamless and airtight seal.
One of the key features of the Cleanroom Color Steel Sandwich Panel is its ability to maintain a clean and sterile environment within the facility. The panel is constructed using non-porous materials, which prevents the growth of bacteria, molds, and other harmful microorganisms. This makes it an ideal choice for industries that require strict cleanliness and hygiene standards, such as the healthcare and food industry.
In addition to its hygienic properties, the Cleanroom Color Steel Sandwich Panel also offers excellent thermal insulation, helping to maintain a stable temperature within the cleanroom. This is essential for industries that require precise temperature control, such as pharmaceutical manufacturing and research laboratories. The panel also provides superior sound absorption, creating a quiet and comfortable working environment for employees.
Furthermore, the panel has been tested and certified for its fire resistance, providing an added layer of safety and protection in the event of a fire. This makes it a reliable choice for industries where fire safety is a critical concern, such as chemical processing plants and electronic manufacturing facilities.
The company, with its commitment to quality and innovation, has ensured that the Cleanroom Color Steel Sandwich Panel meets the highest industry standards and regulations. It has undergone rigorous testing and certification processes to ensure its performance and durability in cleanroom environments. Additionally, the company offers customization options, allowing clients to tailor the panel to their specific requirements and preferences.
With its introduction, the Cleanroom Color Steel Sandwich Panel is set to revolutionize the cleanroom construction industry, offering a reliable and cost-effective solution for creating clean and controlled environments. The company's dedication to research and development has enabled it to produce a product that not only meets the current demands of the industry but also anticipates future needs.
In conclusion, the Cleanroom Color Steel Sandwich Panel is a groundbreaking product that is poised to make a significant impact in the cleanroom construction industry. With its superior performance, durability, and fire resistance, it offers a reliable solution for industries that require a clean and controlled environment. The company's expertise and commitment to innovation have resulted in the development of a product that sets a new standard for cleanroom materials. As the demand for cleanroom construction continues to grow, the Cleanroom Color Steel Sandwich Panel is set to become the material of choice for companies seeking high-quality and reliable cleanroom solutions.
Company News & Blog
Effective Clean Room Storage Solutions for Maintaining Optimal Conditions
Clean Room Storage Solutions to Revolutionize Sterile EnvironmentsClean Room Storage Solutions (CRSS) is renowned for its innovative storage solutions designed specifically for sterile environments. The company has been serving the pharmaceutical, healthcare, biotechnology, and electronics industries for over two decades, successfully revolutionizing the way cleanrooms are organized and managed. With a focus on creating efficient and compliant storage systems, CRSS continues to be the leading provider in the industry.CRSS understands the critical importance of maintaining sterile environments in industries where contamination can have severe consequences. Their storage solutions are specially designed to eliminate the risk of cross-contamination and ensure the integrity and safety of products.One of CRSS's flagship products is their automated storage and retrieval system (ASRS), which has proven to be a game-changer in sterile environments. The ASRS utilizes advanced technologies such as robotics and barcode scanning to efficiently store and retrieve items without human intervention. This not only minimizes the risk of contamination but also significantly improves operational efficiency by reducing human errors and labor costs.In addition to the ASRS, CRSS offers a wide range of storage solutions to meet the unique needs of each industry. These include cleanroom shelving systems, mobile storage cabinets, and modular storage systems. All products are constructed using high-quality materials that are resistant to chemicals and easy to clean, ensuring compliance with strict hygiene standards.What sets CRSS apart from its competitors is their commitment to customization. They understand that every industry and cleanroom has its own specific requirements, and thus they offer tailored solutions to meet those needs. Their team of experts works closely with clients to assess their individual requirements and create the most effective storage systems for their facilities.CRSS also provides comprehensive consultation services, offering advice on cleanroom design, layout optimization, and equipment selection. Their expertise and attention to detail help clients maximize space utilization and create efficient workflow processes within their cleanrooms.Customer satisfaction is at the core of CRSS's business philosophy. They strive to not only meet but exceed their clients' expectations by delivering the highest quality products and providing exceptional customer service. Their reputation is built on a history of successful projects and long-standing relationships with industry-leading organizations.With the ever-increasing demand for sterile environments, CRSS is committed to continuously innovating and improving their solutions. They invest heavily in research and development to stay at the forefront of the industry, ensuring that their products are equipped with the latest technologies and comply with the most stringent regulations.As the world continues to face global health crises, the importance of maintaining sterile environments has become paramount. CRSS is dedicated to supporting industries in their efforts to protect public health and safety. Their storage solutions play a vital role in enabling organizations to maintain the highest standards of cleanliness and minimize the risk of contamination.In conclusion, Clean Room Storage Solutions has established itself as a leader in providing state-of-the-art storage solutions for sterile environments. With their innovative products, customization options, and commitment to customer satisfaction, CRSS continues to revolutionize the way cleanrooms are managed. Their ongoing dedication to research and development ensures that they stay ahead of the curve in an ever-evolving industry. As industries increasingly prioritize maintaining sterile environments, CRSS will undoubtedly remain a trusted partner in their mission to protect public health and safety.
High-Quality Clean Room Ceiling Tiles for Your Business
Introducing New Clean Room Ceiling Tile by Leading CompanyClean rooms are essential in a wide range of industries including pharmaceuticals, healthcare, electronics, and manufacturing. These controlled environments require specific materials and equipment to maintain the highest standards for cleanliness and sterility. One crucial component of clean rooms is the ceiling tile, which plays a significant role in ensuring a contaminant-free environment. With this in mind, leading company {} is proud to introduce its latest innovation in clean room technology – the new Clean Room Ceiling Tile.With a commitment to delivering high-quality, innovative solutions for clean room environments, {} has been a trusted name in the industry for over 20 years. The company is known for its dedication to research and development, as well as its ability to adapt to the ever-changing needs of clean room facilities.The new Clean Room Ceiling Tile from {} is designed to meet the most stringent requirements for clean room environments. Made from durable, lightweight materials, the ceiling tile offers excellent performance in controlling airborne particles and maintaining a sterile atmosphere. Its advanced design provides a smooth and seamless surface, making it easier to clean and reducing the risk of contamination.One of the key features of the new Clean Room Ceiling Tile is its high efficiency in filtering out airborne contaminants. With a highly effective filtration system, the ceiling tile helps to maintain a clean and safe environment for sensitive processes and equipment. This is crucial for industries such as pharmaceutical manufacturing, where even the smallest particles can have a significant impact on product quality and safety.In addition to its exceptional performance, the new Clean Room Ceiling Tile also offers easy installation and maintenance. Its modular design allows for quick and hassle-free setup, saving valuable time and resources for clean room facilities. With a focus on sustainability, {} has also ensured that the ceiling tile is made from recyclable materials, minimizing its environmental impact.{"} is proud to introduce the new Clean Room Ceiling Tile as part of our ongoing commitment to providing cutting-edge solutions for clean room environments,{"} says [Spokesperson Name], [Title] at {}. {"}We understand the critical importance of maintaining a sterile and contaminant-free environment in clean rooms, and our new ceiling tile is a testament to our dedication to meeting and exceeding industry standards. We are confident that this innovative product will make a significant difference for our customers in their clean room operations,{"} [Spokesperson Name] added.As industries continue to evolve, the demand for cleaner and safer working environments is on the rise. {} recognizes this need and continues to invest in research and development to create innovative solutions that meet the highest standards for clean room facilities. The new Clean Room Ceiling Tile is a testament to the company's commitment to delivering excellence in clean room technology.In conclusion, the introduction of the new Clean Room Ceiling Tile by {} represents a significant advancement in clean room technology. With its superior performance, ease of installation, and sustainability features, the ceiling tile is poised to make a positive impact on clean room facilities across various industries. As {} continues to lead the way in providing innovative solutions for clean room environments, the new Clean Room Ceiling Tile stands as a testament to the company's dedication to excellence and advancement in the industry.
Advanced Clean Room System Technology for Contaminant-Free Environments
Clean Room System introduces cutting-edge technology for improved air qualityClean Room System, a leading provider of clean room technology, has launched a new system aimed at improving air quality in various industrial and commercial settings. The company has been at the forefront of providing innovative solutions for clean room environments and the introduction of this advanced technology further solidifies their position in the industry.The newly introduced clean room system incorporates state-of-the-art filtration technology, advanced air circulation systems, and real-time monitoring to ensure the highest level of air quality in controlled environments. This cutting-edge technology is designed to meet the stringent requirements of industries such as pharmaceuticals, biotechnology, semiconductor manufacturing, and other high-tech industries where air quality is critical to the production processes.The system is equipped with high-efficiency particulate air (HEPA) filters that are capable of capturing 99.97% of particles as small as 0.3 microns, including dust, pollen, and other airborne pollutants. In addition, the system also features activated carbon filters that effectively remove volatile organic compounds (VOCs) and other harmful gases, ensuring a clean and healthy environment for workers and sensitive manufacturing processes.One of the key features of the new clean room system is its advanced air circulation technology, which is designed to quickly and efficiently distribute clean air throughout the controlled environment. This helps to maintain uniform air quality levels and minimize the risk of contamination or cross-contamination within the clean room.Furthermore, the system is equipped with real-time monitoring and control capabilities, allowing operators to continuously monitor air quality parameters such as particle concentration, temperature, humidity, and air pressure. This enables proactive management of the clean room environment and timely intervention in the event of any deviations from the desired air quality standards.In addition to its technological capabilities, Clean Room System also offers comprehensive services for the design, installation, and maintenance of clean room environments. The company's team of experts works closely with clients to understand their specific requirements and develop customized solutions to meet their clean room needs.With over 20 years of experience in the industry, Clean Room System has established a solid reputation for delivering reliable and high-performance clean room technology. The company has successfully implemented clean room solutions for a wide range of applications, from small-scale laboratories to large-scale manufacturing facilities, earning the trust of numerous clients across various industries."We are excited to introduce our latest clean room system, which represents a significant leap forward in air quality technology," said the CEO of Clean Room System. "With this new system, we aim to set a new standard for clean room environments and help our clients achieve the highest level of air quality in their facilities."The introduction of the new clean room system underscores Clean Room System's commitment to continuous innovation and providing the most advanced solutions for clean room environments. With its cutting-edge technology, comprehensive services, and extensive industry experience, the company is well-positioned to meet the growing demand for clean room technology in today's fast-paced and high-tech industries.
Diagram of Laminar Flow Hood: Understanding Airflow in Cleanrooms
In today's rapidly advancing world of technology and science, the need for efficient and effective laboratory equipment is higher than ever. One such piece of equipment that has gained popularity in recent years is the laminar flow hood. This device plays a crucial role in ensuring a clean and sterile environment for various laboratory procedures. In this article, we will explore the laminar flow hood and its significance in the field of science and research.A laminar flow hood, also known as a clean bench, is a crucial tool in laboratory settings where a sterile environment is essential. It is designed to provide a continuous flow of filtered air to protect sensitive materials and samples from contamination. The laminar flow hood works by directing air through a filtration system and then delivering it in a parallel flow towards the user, creating a clean and controlled environment for various laboratory applications. This ensures that the materials being worked with remain free from any external contaminants such as dust, bacteria, or other airborne particles.The use of laminar flow hoods is vital in industries such as pharmaceuticals, biotechnology, and microbiology, where the integrity of the samples and materials being handled is of utmost importance. These hoods are commonly used for tasks such as cell culture, media preparation, and various other sensitive laboratory procedures. They provide a contained environment that minimizes the risk of cross-contamination and ensures the safety of both the user and the materials being handled.One of the key players in the development and manufacturing of laminar flow hoods is a company with a strong reputation for producing high-quality laboratory equipment. This company, established over two decades ago, has been at the forefront of providing cutting-edge solutions for research and industrial laboratories worldwide. With a focus on innovation and customer satisfaction, the company has continuously strived to improve its products and services to meet the ever-changing needs of the scientific community.The company's laminar flow hoods are designed to meet the stringent requirements of modern laboratories, offering a combination of reliability, performance, and user-friendly features. These hoods are constructed using the latest technologies and materials, ensuring a durable and efficient solution for creating a clean and sterile working environment. The company's commitment to quality is evident in the rigorous testing and certification processes that all their products undergo, guaranteeing the highest standards of performance and safety.In addition to providing standard laminar flow hoods, the company also offers customization options to meet the specific needs of their clients. This flexibility allows for the adaptation of the hoods to suit different applications and laboratory setups, ensuring that they can seamlessly integrate into any working environment. Furthermore, the company's dedication to customer satisfaction extends to its after-sales service and support, providing comprehensive assistance to clients throughout the lifespan of their equipment.The utilization of laminar flow hoods has become a standard practice in laboratories around the world, and the company's contribution to this field has undoubtedly made a significant impact. With their commitment to innovation, quality, and customer satisfaction, the company has established itself as a trusted partner for laboratories seeking reliable and efficient solutions for creating a sterile working environment.In conclusion, the laminar flow hood plays a crucial role in maintaining a clean and sterile laboratory environment, protecting sensitive materials and samples from contamination. The company's dedication to providing high-quality and customizable laminar flow hoods has positioned them as a leading manufacturer in the field of laboratory equipment. As technology and scientific research continue to advance, the importance of reliable and efficient tools such as the laminar flow hood will only continue to grow.
Discover the Advantages of a Walkable Cleanroom Ceiling for Enhanced Cleanliness and Convenience
Cleanroom Walkable Ceiling Offers Enhanced Safety and Efficiency for Critical EnvironmentsCleanrooms play a vital role in industries such as pharmaceuticals, electronics, and aerospace, where maintaining a controlled environment is essential. These environments require the utmost attention to detail and rigorous standards to prevent any contamination that could compromise the quality and safety of products or processes conducted within them. Cleanroom equipment and technology are continuously evolving to meet the increasing demands of these industries, and one such innovation is the Walkable Ceiling, introduced by a leading cleanroom equipment provider.The Walkable Ceiling is specifically designed to enhance safety, efficiency, and accessibility within cleanrooms. It offers a unique combination of benefits that makes it an ideal solution for critical environments. This innovative product eliminates the need for cumbersome ladders or scaffolding, significantly reducing the risk of accidents or injuries by providing a safe and stable platform for technicians and workers to access different areas of the cleanroom.The Walkable Ceiling is engineered with a high load-bearing capacity, allowing personnel to comfortably move around without any concerns about structural integrity. Its sturdy construction ensures a secure and stable surface, even in cleanrooms with limited space or complex layouts. This feature enhances the overall efficiency of operations, as technicians can quickly and easily conduct necessary maintenance, repairs, or inspections, minimizing downtime and optimizing productivity.Additionally, the Walkable Ceiling integrates seamlessly with existing cleanroom infrastructure. It can be customized to fit various ceiling grid systems, making it compatible with different cleanroom designs and configurations. This adaptability makes it a cost-effective solution as there is no need for substantial modifications or reconstruction of the cleanroom facility to install the Walkable Ceiling.The Walkable Ceiling is manufactured using high-quality, durable materials that comply with stringent industry standards. It is designed to withstand the demands of cleanroom environments, including temperature variations, humidity, and chemical exposure. This ensures its longevity and minimizes the need for frequent replacements, resulting in significant cost savings for cleanroom operators.Moreover, the Walkable Ceiling facilitates effective contamination control, which is imperative in critical environments. It is constructed with cleanable materials that are resistant to particle generation and microbial growth. This feature ensures that the cleanroom remains free from any potential sources of contamination and maintains the high cleanliness levels required for optimal performance.The company behind this groundbreaking innovation has been at the forefront of cleanroom technology for years. With a firm commitment to quality and innovation, they have continuously introduced cutting-edge solutions in the field of contamination control. Their expertise spans across various industries, including pharmaceuticals, healthcare, electronics, and research laboratories.Aside from the Walkable Ceiling, this industry-leading provider offers a comprehensive range of cleanroom products and services. From modular cleanroom systems to air showers and HEPA filters, they provide end-to-end solutions that cater to the diverse needs of cleanroom facilities. With a team of highly skilled engineers and technicians, they ensure that their products are meticulously designed, rigorously tested, and meet or exceed all applicable industry standards.In conclusion, the introduction of the Walkable Ceiling is a significant advancement in cleanroom technology. Its enhanced safety features, seamless integration, and contamination control capabilities make it an invaluable addition to critical environments. The company responsible for this innovation has solidified its position as a leading cleanroom equipment provider with its commitment to quality, innovation, and customer satisfaction. As industries continue to demand higher standards in contamination control, solutions like the Walkable Ceiling will drive progress and efficiency in cleanroom operations.
High-Quality Cleanroom Storage Solutions for Your Facility
Cleanroom Storage Solutions is a leading provider of innovative storage and organization solutions for cleanroom and laboratory environments. With a proven track record of excellence and a commitment to quality, Cleanroom Storage Solutions has become a trusted partner for companies seeking to optimize their cleanroom storage systems.Founded in 2005, Cleanroom Storage Solutions has quickly established itself as a pioneer in the industry, with a focus on delivering cutting-edge storage solutions that meet the unique needs of cleanroom and laboratory facilities. The company's extensive product line includes a wide range of storage cabinets, shelving systems, workstations, and accessories, all designed to enhance organization, efficiency, and safety in controlled environments.Cleanroom Storage Solutions has earned a reputation for excellence in the industry due to its unwavering commitment to quality and customer satisfaction. The company's team of experienced professionals is dedicated to providing personalized service and support to each client, ensuring that their unique storage needs are met with precision and expertise. By leveraging their extensive product knowledge and industry experience, Cleanroom Storage Solutions has successfully helped countless clients achieve optimal storage solutions for their cleanroom and laboratory facilities.Cleanroom Storage Solutions understands the critical importance of maintaining a clean and organized environment in cleanroom and laboratory facilities. With stringent cleanliness and safety requirements to adhere to, it is essential for companies to invest in high-quality storage solutions that not only meet their specific needs but also comply with industry regulations. Cleanroom Storage Solutions takes pride in delivering state-of-the-art storage products that are designed to support cleanroom operations and promote a sterile environment for sensitive processes and equipment.One of Cleanroom Storage Solutions' most popular product lines is their modular cleanroom storage cabinets, which are designed to provide customizable storage solutions for a wide range of cleanroom and laboratory applications. These cabinets are crafted with durable and easy-to-clean materials, and they can be configured to accommodate various storage needs, such as chemical storage, gowning room supplies, and equipment storage. The modular design allows for flexibility and adaptability, making it easy for companies to reconfigure their storage systems as their needs evolve.In addition to their extensive product line, Cleanroom Storage Solutions is committed to providing comprehensive support and guidance to their clients throughout the entire process, from initial consultation to installation and ongoing maintenance. The company's team of experts works closely with clients to assess their unique requirements and develop tailored storage solutions that align with their specific goals and operational standards. This personalized approach ensures that clients receive the most suitable storage solutions for their cleanroom and laboratory environments, ultimately enhancing their efficiency and productivity.Furthermore, Cleanroom Storage Solutions is dedicated to staying updated on the latest industry trends and advancements in cleanroom and laboratory storage technology. The company continuously invests in research and development to innovate new products and improve existing ones, ensuring that their clients have access to the most advanced and reliable storage solutions on the market. By staying ahead of the curve, Cleanroom Storage Solutions remains a frontrunner in the industry, offering state-of-the-art storage solutions that meet the evolving needs of cleanroom and laboratory facilities.As a testament to their commitment to excellence, Cleanroom Storage Solutions has garnered a loyal and satisfied clientele, comprised of leading companies and organizations in the pharmaceutical, biotechnology, semiconductor, and research sectors. By consistently delivering superior storage solutions and exceptional service, Cleanroom Storage Solutions has solidified its position as a trusted partner for companies seeking to elevate their cleanroom and laboratory storage systems.In conclusion, Cleanroom Storage Solutions' dedication to quality, innovation, and customer satisfaction has positioned the company as a leader in the cleanroom and laboratory storage solutions industry. With a steadfast commitment to excellence and a focus on delivering personalized support to each client, Cleanroom Storage Solutions continues to be a reliable partner for companies looking to optimize their cleanroom and laboratory storage systems. By offering a comprehensive range of cutting-edge storage products and unwavering support, Cleanroom Storage Solutions remains at the forefront of the industry, empowering companies to maintain organized, efficient, and compliant cleanroom and laboratory environments.
Top tips for maintaining a cleanroom for effective operations
Panel Cleanroom Introduces Innovative Cleanroom Technology for Industrial and Research ApplicationsPanel Cleanroom, a leading provider of cleanroom solutions, has unveiled a new and innovative cleanroom technology designed to meet the growing demands of industrial and research applications. With over 20 years of experience in the cleanroom industry, Panel Cleanroom has continually demonstrated its commitment to delivering high-quality and reliable cleanroom solutions.The new cleanroom technology, developed by Panel Cleanroom's team of expert engineers and designers, offers a range of cutting-edge features that are set to revolutionize the way cleanrooms are utilized in various industries. The technology incorporates advanced air filtration systems, state-of-the-art monitoring and control systems, and adaptable modular designs to accommodate specific needs and requirements.The advancements in cleanroom technology are a result of Panel Cleanroom's dedication to staying at the forefront of innovation and adapting to the evolving needs of its customers. By consistently investing in research and development, Panel Cleanroom has been able to introduce solutions that provide greater efficiency, flexibility, and reliability for cleanroom environments.The new cleanroom technology is set to offer a wide range of benefits for industrial and research applications. With enhanced air filtration systems, the technology ensures a controlled and sterile environment, making it ideal for industries such as pharmaceuticals, biotechnology, electronics manufacturing, and aerospace. The state-of-the-art monitoring and control systems allow for real-time adjustments and maintenance of cleanroom conditions, ensuring optimal performance and safety.One of the key features of the new cleanroom technology is its adaptable modular designs, which allow for easy customization and expansion to meet specific requirements. This flexibility is particularly valuable for research applications, where cleanroom environments often need to be tailored to accommodate different experiments and processes.Panel Cleanroom's commitment to delivering high-quality and reliable cleanroom solutions has made it a trusted partner for a wide range of industries. The company's expertise in cleanroom technology has been instrumental in supporting the growth and success of its customers, helping them to achieve and maintain the highest standards of cleanliness and contamination control.In addition to its innovative cleanroom technology, Panel Cleanroom offers comprehensive support services, including installation, maintenance, and training. This ensures that customers can fully optimize the benefits of the new technology and continue to operate their cleanrooms at peak performance.The introduction of the new cleanroom technology solidifies Panel Cleanroom's position as a leader in the cleanroom industry. By continually pushing the boundaries of innovation and exceeding customer expectations, Panel Cleanroom is poised to remain at the forefront of cleanroom technology and deliver solutions that set new standards for cleanliness, efficiency, and reliability.As global demands for cleanroom solutions continue to rise, Panel Cleanroom is well-equipped to meet the needs of diverse industries and research applications. With its unwavering dedication to excellence and its commitment to innovation, Panel Cleanroom is set to continue shaping the future of cleanroom technology and setting new benchmarks for cleanroom performance and reliability.
Efficient Clean Room Systems for High Precision Manufacturing
Ultra Clean Room System, a leading provider of cleanroom technology, has recently introduced their latest innovation in cleanroom technology. This new system is designed to provide unparalleled levels of cleanliness and control for critical environments such as semiconductor manufacturing, pharmaceutical production, and biotechnology research.The Ultra Clean Room System is a state-of-the-art solution that includes advanced air filtration, temperature and humidity control, and a variety of monitoring and control systems. This allows for precise control over the cleanliness and environmental conditions within the cleanroom, ensuring that the strictest industry standards are met."We are thrilled to introduce the Ultra Clean Room System to the market," said John Smith, CEO of Ultra Clean Room System. "This new system represents a leap forward in cleanroom technology, offering unmatched levels of cleanliness and control for our customers. We believe that this innovation will have a significant impact on industries that demand the highest levels of cleanliness and environmental control."The Ultra Clean Room System is the result of years of research and development, and represents a significant investment in cleanroom technology. The system is designed to be highly flexible and customizable, allowing for easy integration into existing facilities and meeting the specific needs of each customer.One of the key features of the Ultra Clean Room System is its advanced air filtration technology. The system is equipped with high-efficiency particulate air (HEPA) filters, which are capable of removing particles as small as 0.3 microns from the air. This ensures that the cleanroom environment remains free from contaminants, providing a safe and controlled environment for sensitive manufacturing processes.In addition to its advanced air filtration technology, the Ultra Clean Room System also includes sophisticated temperature and humidity control systems. These systems are designed to maintain precise environmental conditions within the cleanroom, ensuring that sensitive processes are not affected by fluctuations in temperature or humidity.The Ultra Clean Room System also includes a variety of monitoring and control systems, which provide real-time data on the cleanliness and environmental conditions within the cleanroom. This allows for continuous monitoring and adjustment of the system, ensuring that the cleanroom environment remains within the required parameters at all times."We believe that the Ultra Clean Room System will set a new standard for cleanroom technology," said John Smith. "This system represents the culmination of years of research and development, and we are confident that it will provide our customers with the highest levels of cleanliness and environmental control available in the market today."In conclusion, the Ultra Clean Room System represents a significant advancement in cleanroom technology, offering unparalleled levels of cleanliness and environmental control. With its advanced air filtration, temperature and humidity control, and monitoring and control systems, this new system is poised to have a major impact on industries that demand the highest levels of cleanliness and control. Ultra Clean Room System's commitment to innovation and excellence is evident in this groundbreaking new solution, and it is sure to be a game-changer for the cleanroom technology industry.
Composite Panels: The Latest Innovation in Clean Room Technology
Clean Room Composite Panels: Revolutionizing the Construction IndustryIntroduction:Clean Room Composite Panels is a leading manufacturer and supplier in the construction industry, specializing in innovative building materials that enhance structural integrity and provide superior thermal insulation. Their commitment to research and development has allowed them to develop state-of-the-art composite panels that have revolutionized the cleanroom industry. With a wide range of applications, these panels have quickly gained popularity among architects, engineers, and construction professionals globally.Body:Clean Room Composite Panels are manufactured using advanced technology and premium quality raw materials. These panels consist of two metal sheets bonded to an insulating core material, such as polyurethane or mineral wool. This composition ensures high strength and durability while maintaining excellent thermal insulation properties.Applications:Clean Room Composite Panels have found widespread applications in various sectors, including pharmaceuticals, biotechnology, electronics, food processing, and healthcare. Their primary use is in cleanroom environments, where maintaining sterility, precise temperature control, and air quality are crucial. These panels create a controlled environment with minimal air contamination, making them ideal for laboratories, research facilities, and manufacturing units.Pharmaceutical Industry:Clean Room Composite Panels have become the preferred choice for pharmaceutical companies around the world. The panels' seamless construction and customizable design cater to the specific requirements of cleanrooms in pharmaceutical manufacturing. They provide a sterile environment necessary for drug development, ensuring quality control and compliance with regulatory standards.Electronics and Semiconductor Industry:In the electronics and semiconductor industry, precision and cleanliness are paramount. Clean Room Composite Panels offer excellent EMI/RFI shielding properties, safeguarding sensitive electronic equipment from interference. They also provide anti-static properties, preventing the build-up of static charge, which can damage electronic components. Moreover, these panels have a high fire resistance rating, ensuring safety in critical facilities.Food Processing and Healthcare Facilities:Clean Room Composite Panels are extensively used in the food processing industry to create controlled environments that meet strict regulatory requirements. They assist in maintaining hygienic conditions, preventing contamination, and facilitating easy cleaning and disinfection processes.Similarly, in healthcare facilities, such as hospitals and clinics, these panels are utilized for operating theaters, patient isolation rooms, and clean storage areas. The ability to maintain a sterile environment reduces the risk of infections and supports better patient outcomes.Energy Efficiency and Sustainability:Clean Room Composite Panels are designed to be energy efficient, helping occupants reduce their energy consumption and carbon footprint. The panels' insulating core material significantly reduces heat transfer, minimizing the load on HVAC systems. This results in lower energy costs and increased overall energy efficiency of the building.Additionally, Clean Room Composite Panels are manufactured with a focus on sustainability. The company employs eco-friendly manufacturing processes and uses recyclable materials in their panel manufacturing. This makes the panels an environmentally conscious choice for builders and developers looking to reduce their environmental impact.Conclusion:Clean Room Composite Panels have revolutionized the construction industry by providing superior structural strength, excellent thermal insulation, and a controlled environment for various applications. Their widespread use in cleanroom facilities and other sectors is a testament to their reliability, quality, and innovation. As the construction industry continues to prioritize energy efficiency and sustainability, Clean Room Composite Panels are poised to be at the forefront of building materials that meet the evolving needs of modern construction projects.
What is a Flow Hood and How does it work?
Flow Hood, a leading company in the field of air flow control and containment, has recently unveiled their latest innovation in clean air technology. With a strong focus on quality and innovation, Flow Hood has established themselves as a trusted provider of cutting-edge solutions for various industries including pharmaceuticals, biotechnology, healthcare, and laboratories.The new product, which is designed to meet the stringent requirements of clean air environments, promises to deliver superior performance and reliability. Incorporating advanced features and state-of-the-art technology, the Flow Hood offers unmatched accuracy and precision in air flow control, making it an ideal choice for critical applications where air quality is of utmost importance."We are excited to introduce the Flow Hood as the newest addition to our portfolio of air flow control products," said the spokesperson for Flow Hood. "With its advanced design and superior performance, the Flow Hood is set to revolutionize the way clean air environments are managed and maintained."One of the key highlights of the Flow Hood is its versatility and adaptability to a wide range of applications. Whether it is for laminar flow workstations, cleanrooms, or laboratories, the Flow Hood is designed to provide consistent and reliable air flow control, ensuring the highest levels of cleanliness and safety in controlled environments.In addition to its innovative design, the Flow Hood also incorporates user-friendly features that make it easy to install and operate. Its intuitive interface and customizable settings allow for seamless integration into existing air flow systems, making it a hassle-free solution for businesses looking to upgrade their air flow control capabilities.The Flow Hood is also equipped with advanced sensors and monitoring capabilities, enabling real-time tracking and analysis of air flow patterns. This level of data-driven insights empowers businesses to optimize their clean air environments, ensuring compliance with regulatory standards and best practices for air quality management.With a commitment to quality and reliability, Flow Hood has built a solid reputation for delivering innovative solutions that meet the evolving needs of industries that require stringent air flow control and containment. Backed by a team of experienced engineers and technical experts, Flow Hood is dedicated to providing exceptional customer support and service, ensuring that clients receive the highest level of satisfaction and value from their investment in clean air technology."Customer satisfaction is at the heart of everything we do at Flow Hood," the spokesperson added. "We take pride in our ability to understand and address the unique challenges faced by our clients, and we are committed to delivering tailored solutions that exceed their expectations."The launch of the Flow Hood marks another significant milestone for Flow Hood, as they continue to push the boundaries of innovation and excellence in air flow control technology. With a strong track record of success and a clear vision for the future, Flow Hood is well-positioned to remain a leading provider of clean air solutions for years to come.As industries continue to prioritize the importance of clean air environments, the Flow Hood is expected to play a pivotal role in helping businesses stay ahead of the curve and maintain the highest standards of air quality and safety. Its advanced features and robust capabilities make it a compelling choice for businesses that are serious about protecting their clean air environments and ensuring the well-being of their staff and products.With its unwavering commitment to excellence and a proven track record of success, Flow Hood is poised to set new benchmarks in the field of air flow control and containment. The launch of the Flow Hood demonstrates their dedication to innovation and their ability to deliver cutting-edge solutions that make a real difference for their clients.